
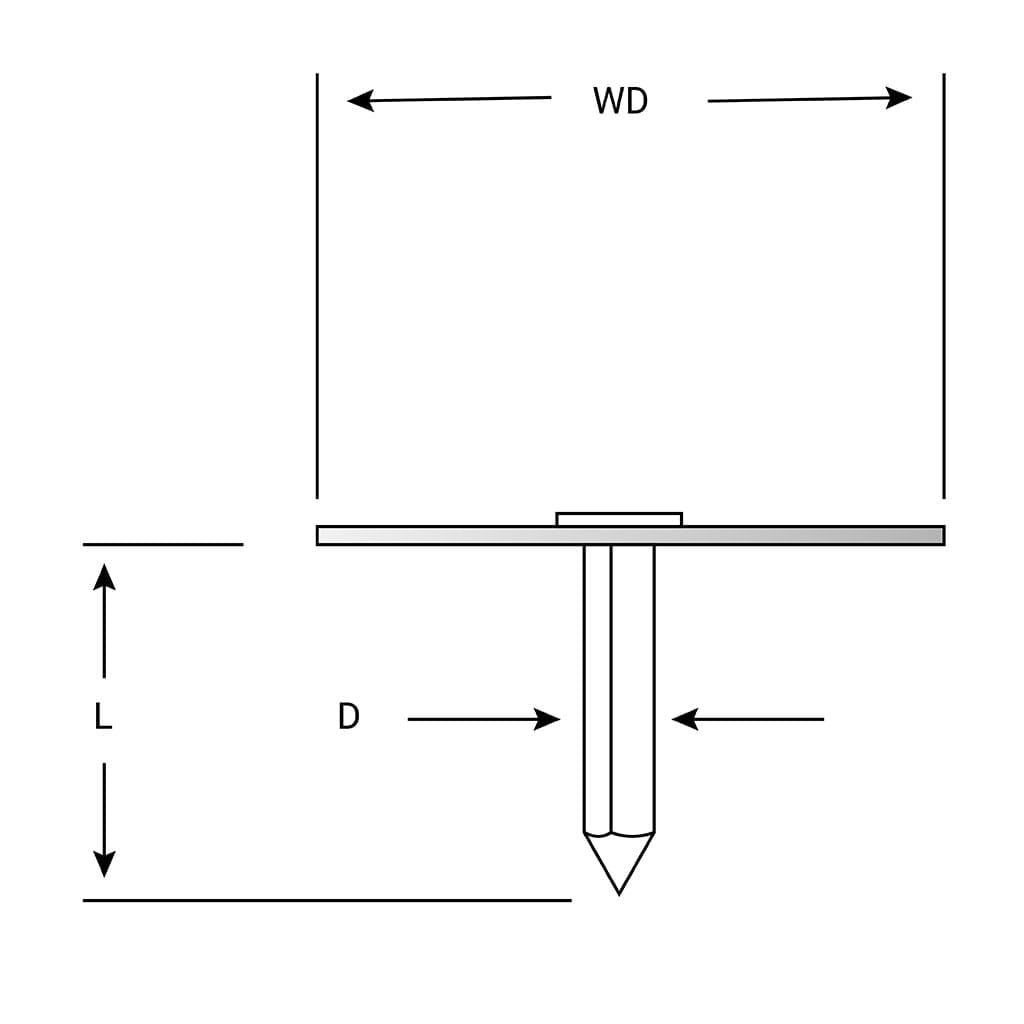
Resistance Cup Head Arc Insulation Pin
|
PINS |
|||
|
TYPE |
D* |
WD |
MIN. L |
|
CS10 |
.135 |
1.000 |
3/8 |
Related products
-
Sale!

Grizzly Insulation Pin Welding Bundle
Original price was: $3,995.00.$3,795.00Current price is: $3,795.00. -
Sale!
Grizzly Mild & Stainless Steel Stud Welding Bundle
Original price was: $4,195.00.$3,995.00Current price is: $3,995.00. -
Sale!
Grizzly Aluminium Stud Welding Bundle
Original price was: $4,195.00.$3,995.00Current price is: $3,995.00.



Reviews
There are no reviews yet.